行业挑战
在奶酪的生产过程中,凝乳的切割往往是最不受控制的一环,无论生产商规模多大以及生产哪种类型的奶酪,都是如此。而奶酪的总产率又从很大程度上取决于这一环节,这就使得计量和控制该流程变得尤为重要。许多奶酪生产商采用指触法,但这种方法有诸多弊端,比如无法做到实时监控以及需要众多有经验的奶酪工人来完成。且这种方法以主观经验为基础,不属于量化应用。
科汉森的解决方案
通过与加拿大流程控制与分析公司 Rheolution 有限公司的合作,科汉森隆重推出基于数据的凝固流程计量和控制解决方案。COAGUSENS™ 可以在您切割凝乳时准确显示凝乳硬度。测试在硬度值较低或较高时的产率将帮助奶酪生产商逐步了解可以实现最高产率的最佳硬度。
COAGUSENS™ 是首个可以被放在凝固桶旁(桶外)并可实时、准确计量凝乳硬度的流程控制工具。COAGUSENS™ 是我们与奶酪生产商共同为奶酪生产商而开发的工具。
案例研究
在位于北美洲的一家奶酪工厂,COAGUSENS™ 被用于监控 37 批次切达干酪的凝固。置于凝固桶旁的 COAGUSENS™ 实时计量凝乳的硬度并针对其所控制的每一批次奶酪记录切割时的硬度。计量硬度的单位是帕斯卡 (Pa):帕斯卡值越高,说明凝乳越硬。
使用近红外 (NIR) 牛奶分析仪测量罐车牛奶固体和乳清固体,然后计算固体回收率。
固体回收率 (%) = (牛奶中的固体重量 – 乳清中的固体重量) / 牛奶中的固体重量。
数据表明,由于产率可受奶酪湿度和凝固后所有流程影响,因此固体回收率能够比产率更好地指示凝固情况。
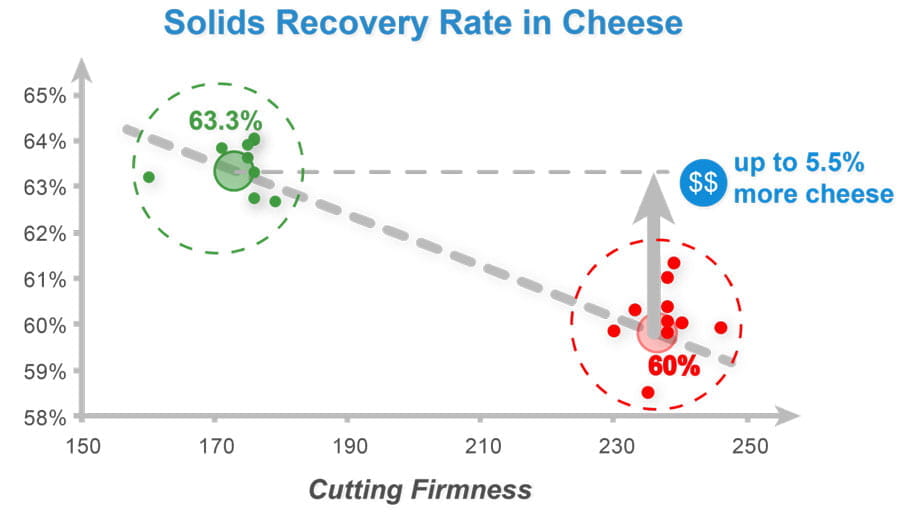
工厂的生产管理人员使用 COAGUSENS™ 来协助他们做出何时进行切割的决策。他们最初的切割硬度是 235 Pa,而收获的平均固体回收率为 60%。当他们把切割硬度调整为 170 Pa 时,固体回收率提高到 63.3%,产率从 14.6% 提高到 15.4%。
当固体回收率为 60% 时,每桶 35,000 磅的牛奶产出 5,124 磅奶酪,而当固体回收率为 63.3% 时,产出 5,407 磅奶酪。因此,COAGUSENS™ 可以让每桶牛奶多产出 282 磅奶酪。
对于这家奶酪工厂而言,与其依靠流程来回收低价值的再加工乳清成分,不如通过 COAGUSENS™ 来帮助牛奶固体直接转化为奶酪,从而提高盈利能力。